
Nell'industria, automotive e packaging in primis, c'è bisogno di controlli di qualità rapidi e precisi. Cresce anche la richiesta di una maggiore automazione dei processi. Entrambi i trend stanno spingendo fortemente verso l’adozione di soluzioni di visione artificiale.
L’adozione di questi sistemi riduce la dipendenza dal lavoro umano, minimizzando il rischio di errore e di affaticamento. Permette tra l’altro di diminuire i tempi di esecuzione, in modo da rendere possibili cicli di produzione più rapidi e consegne più veloci.
Il mercato della visione artificiale
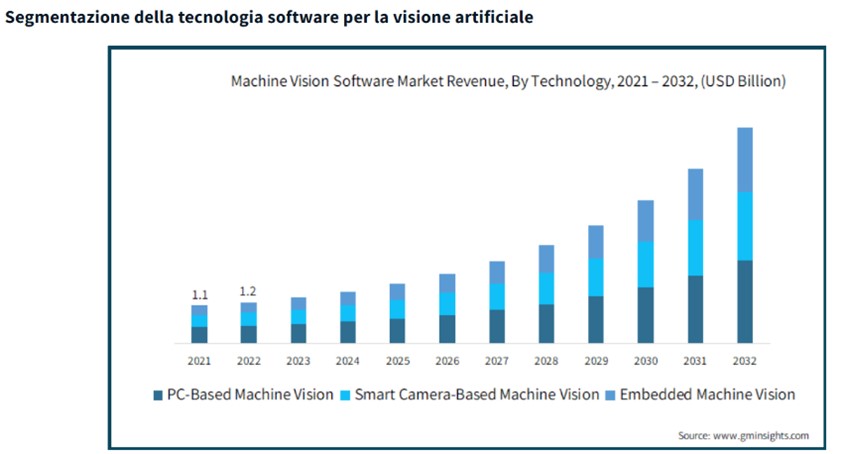
Secondo i dati di GMI Global Market Insights, il mercato globale del software di visione artificiale valeva circa 1,2 miliardi di dollari a fine 2022. È previsto un incremento di circa il 20% tra il 2023 e il 2032, arrivando a oltre 6 miliardi e mezzo di dollari. Questo anche grazie ai continui progressi tecnologici, tra i quali l’elaborazione in tempo reale, l’Edge Computing e le soluzioni Cloud-based.
Il segmento della visione artificiale basata su PC, in particolare, si ritiene crescerà di circa il 17,5% entro il 2032. Questo segmento costituisce, insieme alle soluzioni basate su smart camera e a quelle integrate nei macchinari (embedded machine vision), le soluzioni cosiddette di “Machine Vision”.
I comparti del manufacturing, in particolare dell’automotive e del packaging industriale, risultano predominanti nell’utilizzo di soluzioni di visione artificiale.
Gli impieghi industriali della visione artificiale nell'automotive e nel packaging
Nell’industria, la visione artificiale agisce come “gli occhi della fabbrica”, sfruttando la tecnologia per acquisire informazioni visive da utilizzare per l’analisi e il processo decisionale.
L’utilizzo più comune riguarda il rilevamento dei difetti. C'è anche il posizionamento di prodotti e componenti (ad esempio depallettizzazione, pick & place, controllo di volume, completezza e livello). Seguono lo smistamento di oggetti, il confezionamento, la tracciabilità e la guida di robot.
In particolare, nel packaging, grazie all’automatizzazione del processo resa possibile con i sistemi di visione, il cambio di formato può avvenire in tempi estremamente ridotti, con conseguente miglioramento dell’efficienza complessiva.
Nel settore automotive, invece, i sistemi di visione garantiscono la produzione di veicoli di alta qualità in termini di efficienza e sicurezza. È possibile, infatti, eseguire controlli dettagliati su componenti critici come parti del motore, cablaggi elettrici, sistemi frenanti e pannelli della carrozzeria, garantendo il rispetto dei rigorosi standard di qualità.
Rilevando tempestivamente i difetti durante la produzione, l'ispezione mediante visione artificiale impedisce che componenti difettosi raggiungano il mercato. Questo riduce anche il rischio di richiami e migliorando la soddisfazione del cliente.
Vieni a trovarci l’8 novembre 2023 al Museo Mille Miglia di Brescia: TKH Vision Italy organizza, in collaborazione con le sister company SVS-Vistek, NET, Chromasens e Mikrotron, organizza un seminario sulla Visione Artificiale nei settori Automotive e Packaging. Potrai scoprire le ultime tendenze di mercato, le evoluzioni tecnologiche del Gruppo TKH Vision e i casi applicativi di successo nell’automotive e nel packaging.
L’evoluzione tecnologica della machine vision
Dal punto di vista evolutivo, stiamo assistendo a notevoli progressi nell’ambito delle lenti liquide, nei sistemi di ripresa HDR. Questi ultimi consentono di identificare i difetti in componenti sempre più piccoli e complessi, con tolleranze estremamente ridotte. Sensori più potenti generano di conseguenza la domanda di componenti con prestazioni più elevate per supportarli, come sistemi di illuminazione e frame grabber.
Ancora, l’interfaccia CoaXPress 2.0 permette un trasferimento dati più rapido (fino a 12,5 Gb/s) e affidabile tra fotocamere ad alta risoluzione e PC. Allo stesso tempo, riducono la complessità e i costi del sistema. Il prossimo passo per CoaXPress sarà sfruttare i vantaggi del cablaggio in fibra ottica come alternativa al cavo coassiale. Oltre alla tecnologia CoaXPress 2.0, le nuove tecnologie si stanno orientando anche su protocolli GigEVision ad alte velocità come 10 GigE e 25 GigE, rimanendo su un protocollo molto noto e di facile utilizzo.
Entrambi i protocolli forniscono l'interfaccia di programmazione GeniCam generica per hardware e software, inoltre sono indipendenti da qualsiasi sistema operativo.
Le tecniche di deep learning, infine, permettono di estendere l’intelligenza artificiale in quelle applicazioni industriali in cui è necessario prendere decisioni di estrema precisione. Ad esempio, quando vi sia in un’immagine la presenza di polvere o quando occorre distinguere fra elementi molto simili.
Le reti neurali convoluzionali (CNN) hanno, in particolare, la capacità di elaborare enormi quantità di dati. Il deep learning rappresenta quindi un’alternativa alla visione artificiale tradizionale. Sebbene oggi non siano ancora molte le applicazioni, esso ha potenzialmente un grande valore per le aziende.
La visione artificiale richiede un'elaborazione ad alta velocità e in tempo reale con bassa latenza, ragione per cui oggi si preferiscono soluzioni basate sull’Edge Computing. Tuttavia, grazie alla possibilità di trasferire sempre più velocemente i dati in Cloud, le aziende stanno iniziando a sfruttarne le potenzialità non solo per l’archiviazione la condivisione ma, in prospettiva, anche per l’analisi e l’utilizzo di algoritmi di intelligenza artificiale e deep learning.
Quello della Machine Vision e dell’intelligenza artificiale è un mercato in costante evoluzione e ricco di sfide tecnologiche. Queste richiedono partner altamente qualificati nell’integrazione di hardware e software per la realizzazione di soluzioni complete sempre più all’avanguardia.
Vieni a trovarci l’8 novembre 2023 al Museo Mille Miglia di Brescia: TKH Vision Italy organizza, in collaborazione con le sister company SVS-Vistek, NET, Chromasens e Mikrotron, organizza un seminario sulla Visione Artificiale nei settori Automotive e Packaging. Potrai scoprire le ultime tendenze di mercato, le evoluzioni tecnologiche del Gruppo TKH Vision e i casi applicativi di successo nell’automotive e nel packaging.


{kind=link}