
Costituita nel 1990, IPG Photonics di Cerro Maggiore (MI) è parte di un gruppo multinazionale con stabilimenti di produzione situati in Italia e nel mondo. Nata come produttore di amplificatori per il settore telecom, l’azienda è entrata nel settore dei laser fibra ad alta potenza alla fine degli anni ’90, divenendo poi un punto di riferimento in ambito di lavorazioni laser specialistiche.
La sede produttiva di Cerro Maggiore negli ultimi anni ha avviato la produzione e la progettazione di sistemi basati sui laser fibra di realizzazione del gruppo IPG.
I vantaggi del laser a fibra
L’avvento delle sorgenti in fibra ha rivoluzionato la tecnologia laser degli ultimi anni: che si tratti di taglio, saldatura, marcatura o apporto di materiale, i benefici sono notevoli. Il primo e più evidente è l’elevata velocità di lavoro, seguito dai bassi costi operativi e dalla semplicità costruttiva degli impianti, che ha come effetto una maggiore affidabilità complessiva delle macchine.
“Il laser a fibra rappresenta il passaggio generazionale dalla tradizionale tecnologia optomeccanica a quella completamente elettronica, più performante e flessibile”, afferma Sergio Cassarini, responsabile della Divisione Sistemi presso IPG Photonics di Cerro Maggiore. Un cambio generazionale che ha preso piede sostanzialmente durante la crisi economica del 2009, quando molte aziende hanno cominciato a investire in nuove tecnologie.
Grazie a questa spinta IPG Photonics Italia inizia a crescere rapidamente. Oggi la società è una realtà di più di 80 dipendenti, che fattura circa 70 milioni di euro e che produce in toto alcuni dei sistemi commercializzati dalla corporate. Uno dei fiori all’occhiello prodotti presso gli stabilimenti di Cerro è il cosiddetto TPS (Tube & Profile System), un sistema di saldatura al laser espressamente progettato per la realizzazione di tubi e profili.
Il Tube & Profile System
“Il TPS è un sistema di saldatura per la produzione di tubi e profili che combina una testa di saldatura e un’unità di tracciamento dei giunti con una piattaforma di movimentazione di precisione”, spiega Cassarini.
Si tratta di una soluzione completa e integrata per la produzione in continuo, provvista di una sorgente laser, un refrigeratore, un pannello di controllo e un armadio elettrico per la gestione di tutto il sistema. A ciò si aggiunge un posizionatore a 3 assi e, tra le opzioni, un sensore per il rilevamento di precisione dell’allineamento dei lembi da saldare.
Il TPS permette di effettuare saldature in continuo ad alta integrità - ovvero prive di ossidazione - dei lembi aperti dei tubi che vengono fatti scorrere sotto la sua testa. I tubi, precedentemente formati mediante operazione di calandratura, possono avere varie lunghezze, anche di alcuni metri, e spessori della parete tipicamente compresi tra 0,7 e 4 mm, ma il sistema permette oggi la produzione anche di profili fino a 12 mm. L’assenza di specchi ha consentito di realizzare un sistema dal design molto compatto. Inoltre, grazie all’utilizzo dei laser ad alta efficienza e senza manutenzione di IPG Photonics, i costi operativi e dei materiali di consumo sono in genere inferiori del 25% rispetto alle alternative di saldatura tradizionali a CO2.
Di alta qualità, inerte al suo interno ed estremamente stabile rispetto alle saldature ad alta frequenza, il tubo saldato al laser viene utilizzato soprattutto per applicazioni di gamma elevata, dove non sono ammesse imperfezioni o la presenza di residui.
Tutto sotto il controllo vigile dell’elettronica
Il TPS è un sistema totalmente elettronico che, oltre al controllo di tutte le parti di cui si compone la macchina – assi, laser, gas di copertura, ecc. - aggiunge la possibilità di memorizzazione delle ricette di produzione. Un’impostazione della macchina, questa, che ne favorisce l’integrazione nella linea di fabbricazione del cliente e nella rete di fabbrica, in ottica Industria 4.0.
“Un aspetto estremamente critico della saldatura è l’allineamento dei lembi che devono passare sotto il laser. Se prima della saldatura i lembi non sono perfettamente allineati, il tubo presenterà un difetto”, afferma Cassarini. “Per correggere il cordone è possibile fondere localmente il tubo al suo interno, ma spazzolandolo esternamente se ne ridurrebbe lo spessore. Su alcune tipologie di tubi particolarmente sottili questo non è accettabile, poiché il tubo potrebbe non reggere i carichi previsti”.
Può inoltre capitare che i lembi si muovano durante le operazioni di manipolazione precedenti la saldatura, rendendo instabile la saldatura stessa. Il tradizionale controllo manuale di allineamento dei lembi costringerebbe a fermare la linea, per di più con un concreto rischio di scarti, con sprechi che potenzialmente potrebbero essere anche molto elevati in caso di tubi di particolare valore.
Grazie a wenglor, una soluzione unica
Come risolvere tutti questi problemi per fornire un sistema capace di assicurare il massimo della qualità ai suoi utilizzatori?
“Conoscevamo già wenglor, con cui avevamo precedentemente fatto alcune positive esperienze. Per noi è stato quindi abbastanza naturale esaminare il catalogo delle sue soluzioni per poi decidere, anche con il supporto diretto che l’azienda ci ha dato, di utilizzare i suoi profilometri 2D/3D per la misurazione dei lembi. Così oggi i sensori wenglor vengono montati sulle nostre macchine più performanti, che forniscono all’utilizzatore la garanzia di una qualità pressoché assoluta delle lavorazioni”, afferma Cassarini.
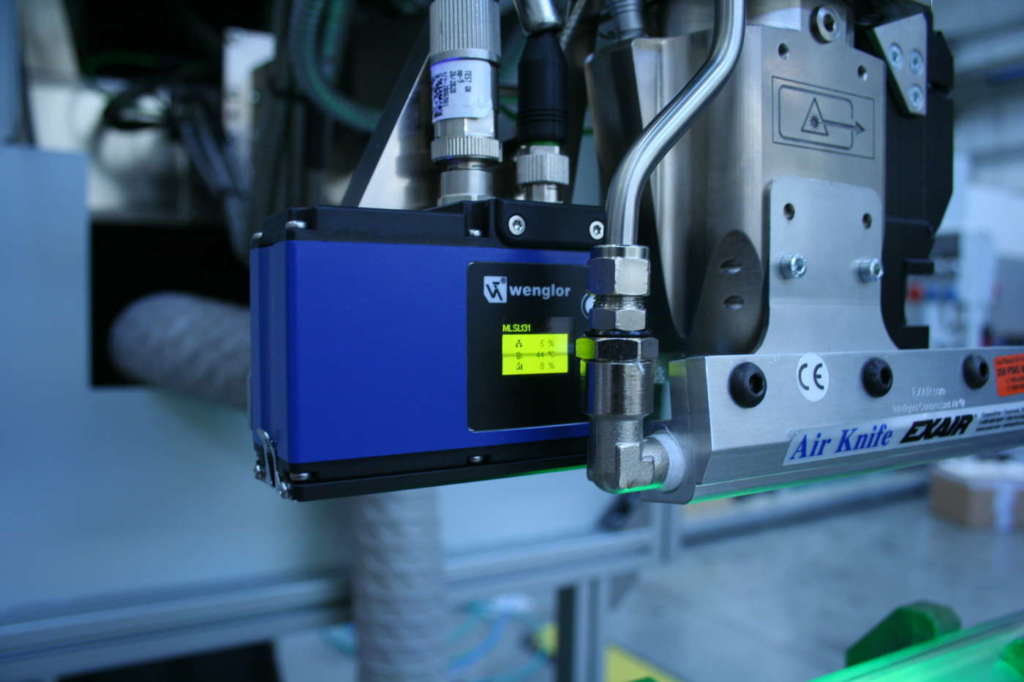
Il principio base che è stato adottato è del tutto diverso da quello che viene solitamente impiegato: IPG Photonics ha infatti scelto di misurare il profilo del tubo immediatamente dopo la saldatura – e non prima – ovvero quando ormai il prodotto non può più essere soggetto a modifiche. Eseguendo la misurazione anche pochi centimetri prima della saldatura, come fanno altre aziende, non si ha infatti la garanzia che i lembi risulteranno allineati anche in fase di saldatura. D’altra parte, eseguire la misura sul punto di saldatura è molto difficile, perché un sistema meccanico si troverebbe in presenza di altissime temperature e un sistema ottico verrebbe inevitabilmente abbagliato. La misura deve tuttavia essere presa prima della successiva fase di lavorazione del tubo, costituita dal suo ricalco mediante una coppia di rulli: si tratta di un’operazione meccanica di pressatura dei lembi che, poiché provoca una deformazione, non rende più possibile fruire di una chiara indicazione. Occorre quindi concentrare la misurazione nello spazio, molto ridotto, fra la saldatura e la rullatura del cordone.
Per le applicazioni dove il diametro dei tubi è relativamente grande, il disallineamento dei lembi viene misurato con un’accuratezza tipica di un decimo di millimetro. Tuttavia, in funzione del diametro e dello spessore del tubo, la precisione della misura - e quindi dell’allineamento dei lembi - può spingersi fino ad un massimo di 5 centesimi di millimetro. Benché i sensori di profilo wenglor siano caratterizzati da prestazioni di gran lunga superiori, queste risulterebbero inutili per via delle precisioni tipiche dei sistemi meccanici.
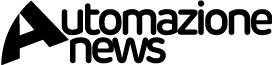
Non solo hardware, anche software
“Da wenglor abbiamo ricevuto un supporto puntuale e completo non solo nella fase di individuazione del sensore ottimale, ma anche in quella dello sviluppo software”, sottolinea Cassarini. “Il sensore che abbiamo scelto, dalla serie MLSL, ha ingombri molto contenuti, ma è decisamente performante. Ciò ha consentito di risolvere egregiamente le problematiche degli spazi limitati in cui doveva essere installato, assicurando precisione e ripetibilità eccezionali”.
Un aspetto molto significativo è stato la disponibilità a fornire il massimo supporto nello sviluppo del software. Gran parte di esso è stato eseguito con il codice che wenglor ha messo a disposizione e che gli sviluppatori di IPG Photonics hanno integrato nel supervisore di macchina. In questo modo, hanno offerto all’utilizzatore la possibilità di selezionare agevolmente i parametri insieme alle ricette di lavorazione in un unico ambiente integrato e user friendly. Dall’HMI di macchina, tra le pagine di cui si compone il supervisore vi sono anche quelle di analisi dell’allineamento dei lembi, il che consente di utilizzare il sistema avvalendosi di un’unica interfaccia.
“Il sensore dispone di comunicazione con protocollo TCP/IP e invia al supervisore i dati dimensionali che, successivamente, vengono elaborati per essere presentati e analizzati qualitativamente”, aggiunge Cassarini. “Al supervisore vengono trasmesse quote in millimetri e non sottoforma di punti fra cui calcolare le distanze, poiché il sensore è uno strumento di misura già calibrato e in grado di comunicare le dimensioni in unità di misura reali”.

Un sistema che crescerà nel tempo
Tutto il sistema software di controllo, non solo della macchina ma anche del rilevamento dei profili, è integrato all’interno del supervisore di macchina. L’utente deve semplicemente impostare i parametri e le ricette per il tipo di produzione richiesto. Questo risultato è stato reso possibile dall’apertura e modularità del sistema wenglor, ovvero dalla disponibilità di una interfaccia di comunicazione a bordo sensore e alla possibilità che gli sviluppatori di IPG hanno avuto di integrare il codice sorgente.
Questo aspetto è importante in ottica di ulteriore sviluppo del sistema TPS, in quanto, anche grazie ai suggerimenti e ai feedback forniti dai clienti, sarà possibile ampliarlo con nuove funzionalità senza dover ricorrere a soluzioni di terze parti.
Le caratteristiche di comunicazione integrate nel profilometro MLSL, insieme all’architettura PC-based di cui la macchina si avvale, consentono di interfacciare il sistema TPS con altre macchine e/o sistemi di stabilimento in ottica Industry 4.0, permettendo il tracciamento costante della produzione.


{kind=link}