
 Due società specializzate nell’assistenza delle macchine per la produzione di sacchetti di plastica hanno collaborato al lancio di una linea produttiva in grado di offrire nuovi livelli di programmabilità e di flessibilità. Sfruttando la gamma di prodotti ABB per il Motion Control dotati di bus di campo Ethernet Powerlink, la nuova linea dispone di un’architettura totalmente basata su servomotori e di un’interfaccia utente sviluppata tenendo conto delle esigenze dell’operatore.
Due società specializzate nell’assistenza delle macchine per la produzione di sacchetti di plastica hanno collaborato al lancio di una linea produttiva in grado di offrire nuovi livelli di programmabilità e di flessibilità. Sfruttando la gamma di prodotti ABB per il Motion Control dotati di bus di campo Ethernet Powerlink, la nuova linea dispone di un’architettura totalmente basata su servomotori e di un’interfaccia utente sviluppata tenendo conto delle esigenze dell’operatore.
Attualmente le macchine per la produzione di sacchetti sono, in genere, dotate di due assi per l’avanzamento bobina e il taglio/saldatura, e di un terzo asse a collegamento meccanico per il "prelievo" del prodotto finito. Anche per quest’ultimo asse, la nuova macchina, frutto del lavoro congiunto dei costruttori britannici di macchine Hartech Engineering e GPL Machinery, utilizza un servocontrollo per garantire la programmabilità del movimento a camma elettronica per l’operazione di prelievo, offrendo così un’elevata versatilità di utilizzo con qualsiasi formato. Gli utenti possono in tal modo effettuare una regolazione precisa del prelievo in modo da evitare i problemi di saldatura che, normalmente, si verificano sulle macchine convenzionali impostate per la gestione di diversi tipi di film, estrusi in bolla o da testa piana. In questo modo si riducono gli scarti e i tempi di fermo.
La soluzione
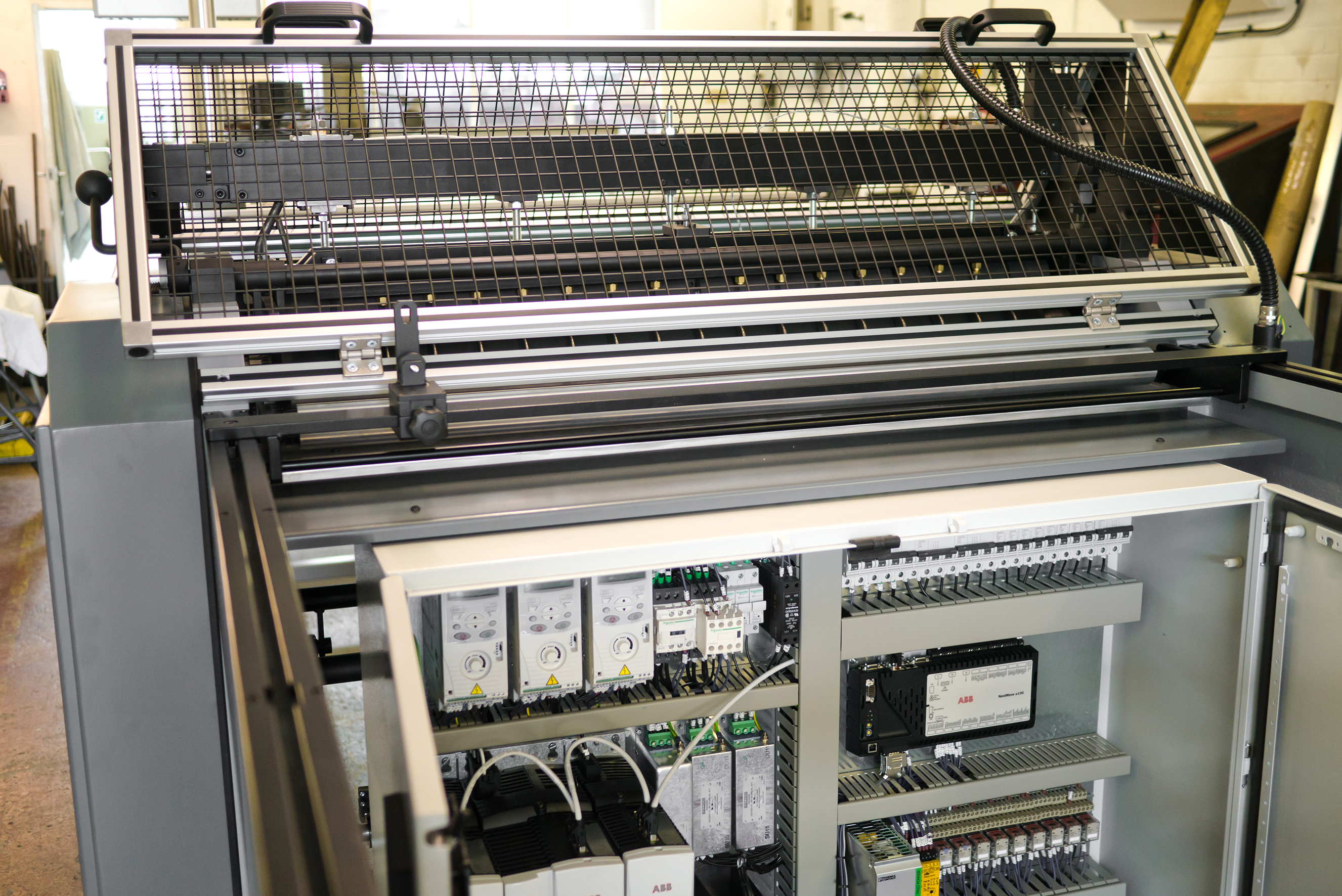
La macchina, denominata BBM1100, è realizzata sulla struttura meccanica di una normale sacchettatrice Woodbank, la cui produzione è cessata circa dieci anni fa. Nel Regno Unito vi sono molte di queste vecchie macchine, di cui GPL e Hartech hanno curato l’assistenza o l’ammodernamento per oltre un decennio. In quest’arco di tempo, le due società hanno sviluppato numerosi componenti aggiuntivi e aggiornamenti basati sulla tecnologia del controllo di movimento di ABB, inclusi assi sostitutivi a servomotore e una nuova interfaccia utente. La collaudata competenza tecnica delle due società, unita a una serie di nuovi sviluppi, è stata ora utilizzata nella realizzazione della nuova macchina reingegnerizzata. Si ritiene, infatti, che esista un forte mercato per questa tipologia di macchine nel Regno Unito e in Irlanda, a causa della rapida crescita dei costi di approvvigionamento dei sacchetti, o delle macchine per la loro produzione, legata al considerevole aumento dei prezzi dei materiali e dei salari con cui devono confrontarsi le ormai mature economie asiatiche. La macchina reingegnerizzata e totalmente gestita da servomotori non solo offre un controllo intrinsecamente più preciso sulla produzione – e, di conseguenza, maggiore qualità e produttività – rispetto alle attrezzature attuali dei concorrenti, ma è anche estremamente competitiva a livello di prezzo, dal momento che costa fino al 30% in meno rispetto a una macchina nuova. I tre assi della BBM1100 sono gestiti da azionamenti della famiglia MotiFlex di ABB, collegati ai servomotori brushless ABB serie BSM. La supervisione è garantita dal controllore ABB NextMove e100 con pannello operatore dotato di schermo touch screen a colori. Sono molte le caratteristiche della famiglia di controllori di movimento NextMove che hanno aiutato GPL Machinery a progettare una macchina più flessibile e produttiva. Le interfacce Ethernet Powerlink degli azionamenti e del controllore ABB, con la loro interfaccia a singolo cavo di rete, offrono un vantaggio fondamentale. Sostanzialmente, infatti, riducono i cablaggi, velocizzando la realizzazione del sistema e abbassando i costi dell’hardware e, quindi, semplificando anche la successiva messa in opera della macchina. Il controllore NextMove di ABB dispone anche di un numero sufficiente di I/O digitali e analogici di bordo, in grado di soddisfare tutte le necessità della macchina. Inoltre, un ingresso digitale ad alta velocità sugli azionamenti fornisce un segnale diretto per la rilevazione delle posizioni, con una risoluzione di un microsecondo al massimo. Questa caratteristica è utilizzata per gestire la messa a registro ad alta velocità sulla BBM1100, che sarà in grado di operare fino ai massimi ritmi di produzione.
Il software
Le società che hanno reingegnerizzato la macchina hanno valutato molto positivamente anche il linguaggio di programmazione MINT di ABB, grazie al quale la macchina è dotata di parole chiave di alto livello per molte delle operazioni di controllo del movimento utilizzate nel ciclo di produzione dei sacchetti. Per esempio, una delle parole chiave utilizzate nel software di controllo per questa nuova architettura di macchina è SENTINEL, che permette di asservire gli eventi al controllo del software. In tal caso, SENTINEL sincronizza l’asse di prelievo a un albero a camme virtuale che funge da «master clock» per il ciclo macchina. Ciò consente agli utenti di programmare il profilo della camma elettronica con risoluzione e precisione elevate, senza doversi limitare a una camma meccanica a profilo fisso. In questo modo ci si assicura che la macchina possa essere configurata per funzionare in modo ottimale per l’esatto tipo, grado e spessore del materiale plastico in lavorazione. Hartech Engineering e GPL Machinery hanno anche beneficiato dell’assistenza accurata di ABB per la programmazione delle applicazioni durante lo sviluppo dei diversi componenti della nuova macchina. Tale supporto è stato di grande aiuto nelle fasi iniziali della scrittura del software di controllo. Oltre a implementare nella nuova macchina caratteristiche prestazionali fondamentali, il gruppo di progettazione ha anche esaltato la fruibilità e l’affidabilità in ogni aspetto del progetto. Per esempio, l’interfaccia utente è stata sviluppata tenendo conto delle esigenze dell’operatore. La macchina può essere configurata per un nuovo lotto con pochi semplici passaggi sui menu di controllo. Gli operatori possono anche effettuare un cambio attività al volo, per esempio per regolare la messa a registro o il tempo di pausa della barra di taglio e saldatura. Gli utenti possono anche accedere a opzioni di configurazione più specifiche tramite una schermata protetta da password, che può essere utilizzata, per esempio, per variare l’azione delle cinghie di prelievo, agendo sulla velocità di presa e sul profilo di accelerazione e decelerazione. Tali impostazioni possono essere salvate e rinominate in modo che gli operatori possano in pochi secondi caricare impostazioni già collaudate di produzione dei sacchetti per qualsiasi commessa o materiale specifico.
In conclusione
Una serie di caratteristiche hardware, sviluppate in molti anni di lavoro nel settore della produzione di sacchetti, contribuisce a conferire alla nuova macchina un elevato grado di affidabilità. Le sacchettatrici presentano sempre un intrinseco movimento di avvio/arresto, che produce un conseguente livello di vibrazioni. Per questo motivo, i costruttori hanno evitato alcune delle tecnologie di feedback più moderne, ma molto fragili, scegliendo, invece, un trasduttore resolver per la misurazione della posizione rotazionale, una tecnologia che i costruttori e molti dei loro clienti conoscono perfettamente. Questa scelta è stata anche facilitata dalle numerose opzioni di supporto d’encoder disponibili per gli azionamenti MotiFlex di ABB. La BBM1100 reingegnerizzata è stato un primo passo per GPL Machinery e Hartech Engineering. La due società hanno già programmato di sviluppare una macchina a proprio marchio completamente nuova, che disporrà di un telaio meccanico progettato ex novo e di una serie di caratteristiche innovative per questo segmento del mercato del confezionamento.


{kind=link}